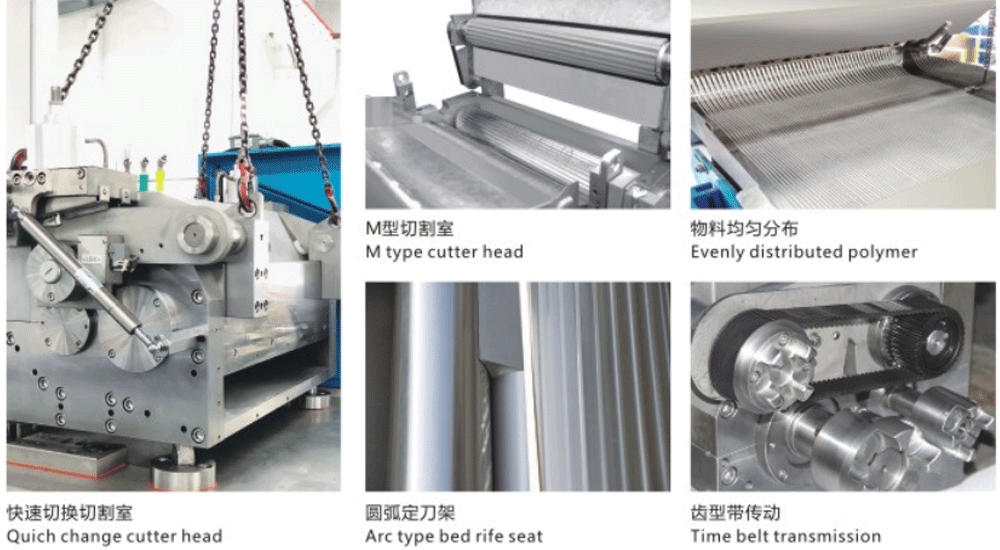
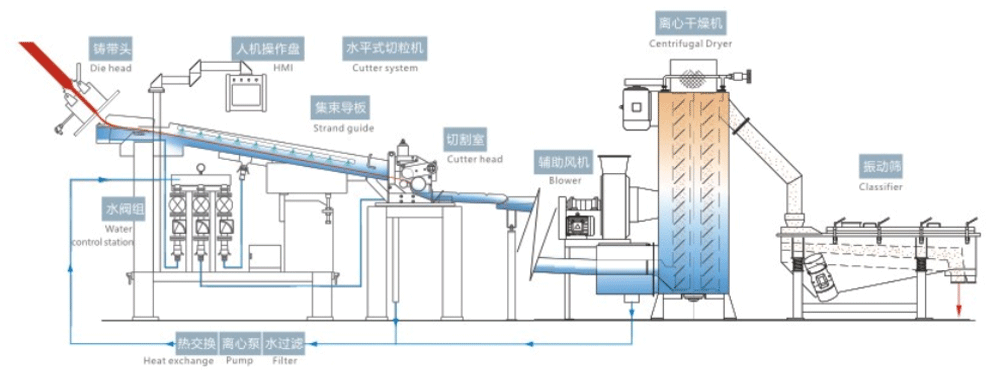
熔融物料经过铸带头(模头)分配,均匀形成多股胶条,在溢流水和喷淋水的冷却下凝固结晶。胶条通过引料罗拉被引入切割室,在半凝固状态下通过旋转的回转切刀切成所需规格的切片(切片规格可在线切换选择)。切片在输送冷却水的作用下通过后续冷却段进入离心式干燥机,在离心风机的辅助下脱除切片表面水份。干燥后的切片进入振动筛进行筛分,分理出超长切片和细小粉末。加长导槽设置可有效用于高粘度能冷却是物料生产,同时增加冷却长度使得切片成型更好,粒子更饱满。
| 技术参数 | 型号 | 200H | 300H | 450H | 600H | 900H | 1200H |
| 使用范围 | PET、PBT、PTT、PC、PBS、PA6、PA56、PA66、PA610、PA612等等 | ||||||
| 产能(Kg/Hr) | PET、PA66 | 3,000 | 4,500 | 7,000 | 9,000 | 13,500 | 16,500 |
| PA6、PBS | 1,300 | 2,000 | 3,000 | 4,000 | 6,250 | 7,400 | |
| PBT、PTT、PC | 2,000 | 3,500 | 5,500 | 7,000 | 10,500 | 13,000 | |
| 驱动功率(Kw) | 7.5+3 | 11+4 | 15+4 | 22+5.5 | 30+5.5 | 37+7.5 | |
| 料条数量(条) | 20-30 | 30-40 | 40-60 | 60-80 | 90-120 | 120-160 | |
| 冷却水用量(M3/Hr) | 15 | 20 | 25 | 30 | 50 | 60 | |
| 冷却长度(mm) | 3,000-12,500 | ||||||
切粒机的产能取决于切片规格的大小和胶条数量,具体产能根据实际需求设计选型。